8. Troubleshooting (Fehlerbehebung)
Section outline
-
-
Mögliche Fehlerquellen
8.1 Fehlerquelle DruckbettEs ist sehr wichtig, dass die erste Schicht Ihres Drucks fest mit der Bauplattform des Druckers verbunden ist, damit der Rest Ihres Teils auf dieser Grundlage aufgebaut werden kann. Wenn die erste Schicht nicht auf der Bauplattform haftet, kann dies später zu Problemen führen. Es gibt viele verschiedene Möglichkeiten, mit diesen Problemen der Haftung der ersten Schicht umzugehen, daher werden wir im Folgenden einige typische Ursachen untersuchen und erklären, wie man sie beheben kann.
Die Bauplattform ist nicht eben

Viele Drucker verfügen über ein verstellbares Bett mit mehreren Schrauben oder Knöpfen, mit denen die Position des Bettes eingestellt werden kann. Wenn Ihr Drucker über ein verstellbares Druckbett verfügt und Sie Probleme haben, die erste Schicht auf dem Druckbett zu befestigen, sollten Sie als erstes überprüfen, ob das Druckbett Ihres Druckers flach und eben ist. Wenn das Druckbett nicht eben ist, kann es sein, dass eine Seite des Druckbettes zu nah an der Düse liegt, während die andere Seite zu weit entfernt ist. Um eine perfekte erste Schicht zu erhalten, ist ein ebenes Druckbett erforderlich. Dafür eignet sich besonders gut die Erstkalibrierung des Druckers. Hier wird geprüft, wie eben das Druckbett ist und minimale Abweichungen werden automatisch durch die Software behoben.
Bildquelle: (c) Prusa Research - prusa3d.com
Die Düse beginnt zu weit weg vom Bett
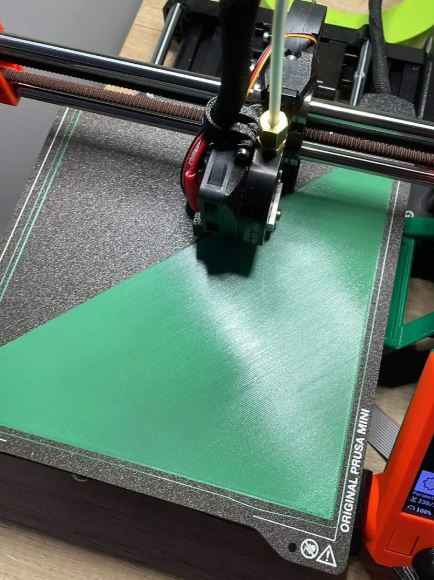
Nachdem Ihr Druckbett richtig nivelliert wurde, müssen Sie noch sicherstellen, dass die Düse in der richtigen Höhe im Verhältnis zum Druckbett startet. Das Ziel ist, den Extruder im perfekten Abstand von dem Druckbett zu positionieren - nicht zu weit und nicht zu nah.
Die erste Schicht wird zu schnell gedruckt
Wenn die erste Kunststoffschicht auf das Druckbett aufgetragen wurde, müssen Sie sicherstellen, dass sich der Kunststoff gut mit der Oberfläche verbinden kann, bevor die nächste Schicht gedruckt wird. Wenn die erste Schicht zu schnell gedruckt wird, hat der Kunststoff möglicherweise keine Zeit, sich mit der Druckoberfläche zu verbinden. Aus diesem Grund ist es in der Regel sehr nützlich, die erste Schicht mit einer niedrigeren Geschwindigkeit zu drucken, damit der Kunststoff Zeit hat, sich mit dem Bett zu verbinden. Die Geschwindigkeit des Drucks der ersten Schicht lässt sich in den meisten Slicer-Anwendungen separat einstellen.
Das Druckbett ist verunreinigt
Sollte trotz dessen, das Druckobjekt immer noch nicht richtig an dem Druckbett haften. Überprüfen Sie, ob sich kleine Verunreinigen auf dem Druckbett gebildet haben, hier reichen manchmal schon Fingerabdrücke aus, um die Haftung zu reduzieren. Befreien Sie das Druckbett zudem von allen Druckresten und Ähnlichem.
8.2 Fehlerquelle FilamentInkonsistente Extrusion
Damit Ihr Drucker präzise Teile herstellen kann, muss er in der Lage sein, eine sehr gleichmäßige Menge an Kunststoff zu extrudieren. Wenn diese Extrusion in verschiedenen Teilen des Drucks variiert, wirkt sich dies auf die endgültige Druckqualität aus. Eine inkonsistente Extrusion lässt sich in der Regel durch genaue Beobachtung des Druckers während des Druckvorgangs feststellen. Wenn der Drucker beispielsweise eine gerade Linie mit einer Länge von 20 mm druckt, Sie aber feststellen, dass die Extrusion eher holprig ist oder in der Größe variiert, dann liegt dieses Problem wahrscheinlich vor.
Bildquelle: (c) Prusa Research - prusa3d.com
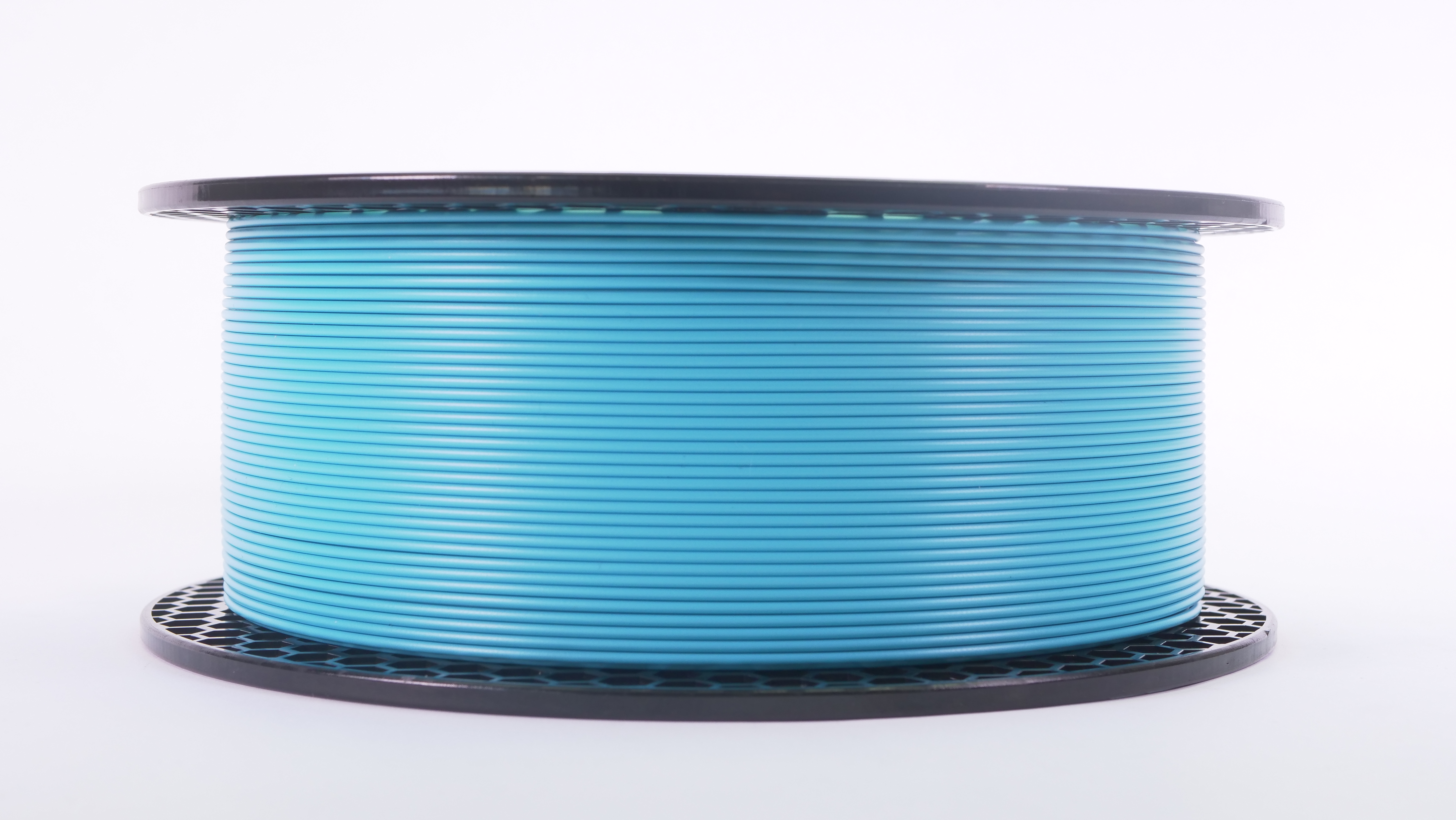
Das Filament bleibt stecken oder verheddert sich
Als Erstes sollten Sie die Kunststoffspule überprüfen, die in Ihren Drucker eingezogen wird. Sie müssen sicherstellen, dass sich diese Spule frei drehen kann und dass der Kunststoff leicht von der Spule abgewickelt werden kann. Wenn sich das Filament verheddert oder die Spule einen zu großen Widerstand aufweist, um sich frei drehen zu können, hat dies Auswirkungen darauf, wie gleichmäßig das Filament durch die Düse extrudiert wird. Wenn Ihr Drucker über ein Bowden-Rohr verfügt (ein kleines hohles Rohr, durch das das Filament geführt wird), sollten Sie auch überprüfen, ob sich das Filament leicht und ohne zu großen Widerstand durch dieses Rohr bewegen kann. Wenn der Widerstand in der Röhre zu groß ist, sollten Sie versuchen, die Röhre zu reinigen oder etwas Schmiermittel in die Röhre aufzutragen.
Sehr geringe Schichthöhe
Wenn sich das Filament frei dreht und der Extruder nicht verstopft ist, überprüfen Sie andere Bereiche. Wenn Sie z. B. versuchen, mit einer extrem niedrigen Schichthöhe zu drucken, z. B. 0,01 mm, gibt es nur sehr wenig Platz für den Kunststoff, um aus der Düse auszutreten. Der Spalt unter der Düse ist dann nur 0,01 mm hoch, was bedeutet, dass der Kunststoff möglicherweise nur schwer aus dem Extruder austreten kann. Vergewissern Sie sich, dass Sie eine angemessene Schichthöhe für Ihren Drucker verwenden. Wenn Sie mit einer sehr geringen Schichthöhe drucken, versuchen Sie, den Wert zu erhöhen, um zu sehen, ob das Problem verschwindet.
Schlechte Filamentqualität

Eine der häufigsten Ursachen für inkonsistente Extrusion, die wir noch nicht erwähnt haben, ist die Qualität des Filaments, mit dem Sie drucken. Qualitativ minderwertiges Filament kann zusätzliche Additive enthalten, die die Konsistenz des Kunststoffs beeinträchtigen. Bei anderen kann der Durchmesser des Filaments nicht einheitlich sein, was ebenfalls zu einer nicht einheitlichen Extrusion führt. Schließlich neigen viele Kunststoffe auch dazu, sich mit der Zeit zu zersetzen. PLA beispielsweise neigt dazu, Feuchtigkeit aus der Luft zu absorbieren, was mit der Zeit zu einer Verschlechterung der Druckqualität führt. Aus diesem Grund enthalten viele Kunststoffspulen in der Verpackung ein Trockenmittel, das dabei hilft, die Feuchtigkeit aus der Spule zu entfernen (weitere Informationen diesbezüglich finden Sie in diesem Kapitel). Wenn Sie glauben, dass Ihr Filament defekt ist, tauschen Sie die Spule gegen eine neue, ungeöffnete, hochwertige Spule aus, um zu sehen, ob das Problem verschwindet.
Bildquelle: (c) Prusa Research - prusa3d.com
8.3 Fehlerquelle KalibrierungVerschobene Schichten
Wenn Sie mit einer sehr hohen Geschwindigkeit drucken, haben die Motoren Ihres 3D-Druckers möglicherweise Schwierigkeiten, Schritt zu halten. Wenn Sie versuchen, den Drucker schneller zu bewegen, als die Motoren bewältigen können, hören Sie normalerweise ein klickendes Geräusch, wenn der Motor die gewünschte Position nicht erreicht. In diesem Fall ist der Rest des Drucks nicht mehr mit dem davor gedruckten Teil übereinstimmend. Wenn Sie das Gefühl haben, dass Ihr Drucker zu schnell arbeitet, reduzieren Sie die Druckgeschwindigkeit in Ihrer Slicer-Software und probieren Sie es nochmal aus.
Bildquelle: Lazlo / Lizenz: CC BY 4.0
Abstand des Rückzugs
Rückzug bedeutet, dass ein kleines Stück des Filaments in das Hotend zurückgezogen wird, damit der Druck aus der Düse genommen wird und es bei Leerfahrten (also Druckbewegungen ohne Filament) nicht weiter aus der Düse tropft oder Fäden zieht. Die wichtigste Einstellung für den Rückzug ist der Rückzugsabstand. Dieser bestimmt, wie viel Kunststoff aus der Düse gezogen wird. Im Allgemeinen gilt: Je mehr Kunststoff aus der Düse zurückgezogen wird, desto geringer ist die Wahrscheinlichkeit, dass die Düse während der Bewegung ausläuft. Die meisten Extruder mit Direktantrieb benötigen nur einen Rückzugsabstand von 0,5-2,0 mm, während bei einigen Bowden-Extrudern aufgrund des längeren Abstands zwischen dem Antriebsrad des Extruders und der beheizten Düse ein Rückzugsabstand von bis zu 15 mm erforderlich sein kann. Wenn Sie bei Ihren gedruckten Objekten Fadenbildung feststellen, versuchen Sie, den Rückzugsabstand um 1 mm zu erhöhen und testen Sie erneut, ob sich die Leistung verbessert.
Bildquelle: Ethelder / Lizenz: CC BY 4.0
Fäden ziehen/Fadenbildung

Fadenbildung (auch bekannt als Oozing, Whiskers oder „haarige“ Drucke) tritt auf, wenn kleine Fäden aus Kunststoff auf einem 3D-Druckmodel zurückbleiben. Dies ist in der Regel darauf zurückzuführen, dass Kunststoff aus der Düse austritt, während sich der Extruder zu einer neuen Position bewegt. Die häufigste Einstellung, die zur Bekämpfung übermäßiger Fadenbildung verwendet wird, ist der sogenannte „Rückzug“. Wenn der Rückzug aktiviert ist, wird das Filament nach dem Drucken eines Abschnitts Ihres Modells nach hinten in die Düse gezogen, um ein Auslaufen zu verhindern. Wenn der Druckvorgang erneut beginnt, wird das Filament zurück in die Düse geschoben, so dass der Kunststoff erneut aus der Spitze zu extrudieren beginnt. Um sicherzustellen, dass der Rückzug aktiviert ist, klicken Sie in der Slicer-Software auf „Druckereinstellungen“ und dann auf die Registerkarte Extruder. Stellen Sie sicher, dass die Rückzugsoption für jeden Ihrer Extruder aktiviert ist. In den folgenden Abschnitten werden wichtige Einstellungen für den Rückzug sowie einige andere Einstellungen erklärt, die zur Bekämpfung der Fadenbildung verwendet werden können, wie z. B. die Einstellungen für die Extrudertemperatur.
Rückzugsgeschwindigkeit
Die nächste Einstellung für den Rückzug, die Sie überprüfen sollten, ist die Rückzugsgeschwindigkeit. Damit wird festgelegt, wie schnell das Filament aus der Düse zurückgezogen wird. Wenn Sie zu langsam zurückziehen, sickert der Kunststoff langsam durch die Düse nach unten und kann auslaufen, bevor der Extruder sein neues Ziel erreicht hat. Wenn Sie zu schnell zurückziehen, kann sich das Filament vom heißen Kunststoff in der Düse lösen, oder die schnelle Bewegung des Antriebsrads kann sogar Teile des Filaments abschleifen. In der Regel gibt es einen optimalen Bereich zwischen 1200-6000 mm/min (20-100 mm/s), in dem der Rückzug am besten funktioniert. Der ideale Wert kann je nach verwendetem Material variieren, so dass Sie vielleicht ein wenig experimentieren müssen, um zu sehen, ob unterschiedliche Geschwindigkeiten die Menge an Fäden, die Sie sehen, verringern.
Bildquelle: kunaa / Lizenz: CC BY 4.0
Lange Bewegungen über offene Flächen (Bridging)
Bridging entsteht, wenn der 3D-Drucker über den leeren Raum zwischen zwei Punkten etwas druckt. Anders als bei der Fadenziehung wird hier nicht nur Leere durch die Bewegung überbrückt, sondern hier wird aktiv gedruckt. Da die neue Druckschicht allerdings keine Auflage hat, kann es hier sehr schnell dazu kommen, dass der noch heiße Kunststoff sich verformt und durchhängt. Häufig tritt dieses Problem auf, wenn bei hohlen 3D-Objekten der „Deckel“, also die letzte Schicht gedruckt wird, da hier keine Stützen angebracht werden können. Stützen sind die erste und einfachste Methode, um Bridging zu vermeiden, je kürzer die Strecke ohne Sicherung ist, desto weniger Bridging wird auftreten. Oder andersherum, je länger in der freien Luft/in Schwebe gedruckt wird, desto wahrscheinlicher wird Bridging. Es gibt aber auch Möglichkeiten, Bridging ohne Stützen zu verhindern. Der wichtigste Faktor neben der Länge der Bridge (Brücke) ist die Temperatur des Kunststoffs. Dieser sollte möglichst schnell erhärten, damit er sich nicht verformt. Dies kann über mehrere Wege erreicht werden: einerseits kann die Drucktemperatur verringert werden, jedoch muss darauf geachtet werden, dass diese nicht zu gering eingestellt ist, ansonsten verbindet sich der Kunststoff nicht mehr mit der zuvor gedruckten Schicht und generell wird die Schicht dadurch unsauber. Hier muss also etwas experimentiert werden. Eine weitere Methode ist es, die Lüfter neu auszurichten, so dass die Lüfter fokussiert auf die gerade gedruckte Schicht blasen, damit die Bridge schneller auskühlt. Je nach Filament kann auch noch mit der Druckgeschwindigkeit experimentiert werden. Hier kann jedoch leider keine allgemeingültige Aussage getroffen werden, denn je nach Filament wird das Bridging durch eine erhöhte oder verringerte Druckgeschwindigkeit beeinflusst.
8.4 Fehlerquelle HotendKein Extrudieren zu Beginn des Drucks
Dieses Problem tritt bei neuen 3D-Druckern sehr häufig auf, ist aber zum Glück sehr einfach zu beheben. Wenn Ihr Extruder zu Beginn des Druckvorgangs keinen Kunststoff ausstößt, gibt es vier mögliche Ursachen. Im Folgenden gehen wir auf jede einzelne ein und erklären, welche Einstellungen zur Lösung des Problems verwendet werden können.
Die Nozzle/Düse ist zu nah am Druckbett
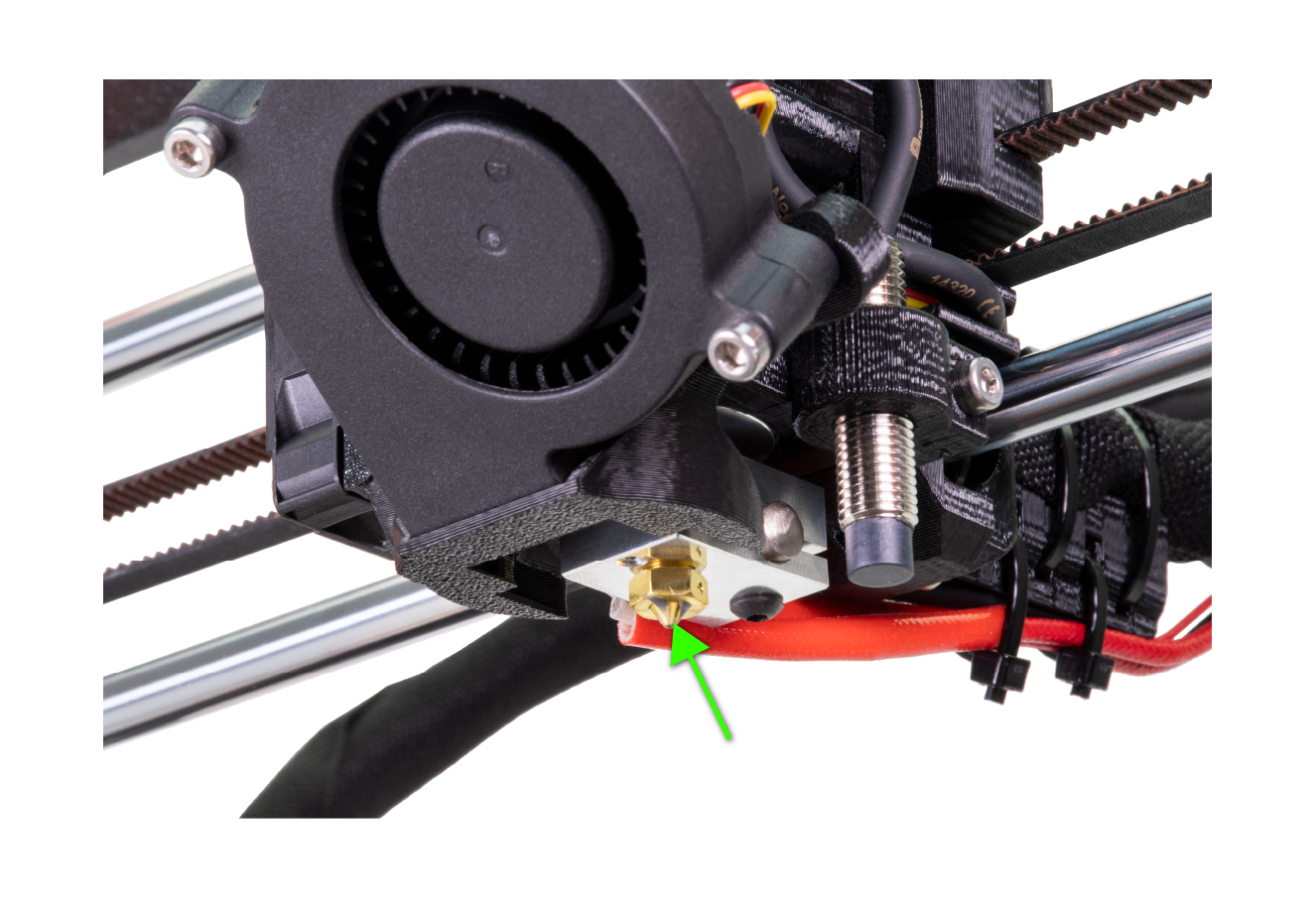
Wenn die Düse zu nahe an der Oberfläche des Druckbetts sitzt, ist nicht genug Platz für den Austritt von Kunststoff aus dem Extruder. Das Loch an der Oberseite der Düse ist im Wesentlichen blockiert, so dass kein Kunststoff austreten kann. Dieses Problem lässt sich leicht daran erkennen, dass der Druck bei den ersten ein oder zwei Schichten keinen Kunststoff ausstößt, aber bei der dritten oder vierten Schicht normal zu extrudieren beginnt, wenn sich das Bett entlang der Z-Achse weiter absenkt. Um dieses Problem zu lösen, kann man zunächst den Z-Offset im Drucker einstellen. Diese Einstellung ist meist unter „Konfiguration“ zu finden.
Als weitere Lösung können Sie auch G-Code-Offsets in Ihrer Slicer-Software verwenden. Damit können Sie sehr feine Anpassungen an der Z-Achsenposition vornehmen, ohne die Hardware ändern zu müssen. Wenn Sie beispielsweise einen Wert von 0,05 mm für den Z-Achsen-G-Code-Versatz eingeben, wird die Düse um 0,05 mm weiter vom Druckbett entfernt. Erhöhen Sie diesen Wert in kleinen Schritten, bis genug Platz zwischen der Düse und dem Druckbett vorhanden ist, damit der Kunststoff entweichen kann.
Es kann auch sein, dass unter der Druckplatte ein kleiner Gegenstand (z. B. Filamentreste) liegt, der die Druckplatte an einer Stelle hochdrückt. Hier reichen schon 0,05mm, um das Druckergebnis negativ zu beeinflussen.
Bildquelle: (c) Prusa Research - prusa3d.com
Der Extruder ist verstopft
Häufig ist Ihr Extruder verstopft. Dies kann passieren, wenn sich Fremdkörper in der Düse verfangen haben, wenn heißer Kunststoff zu lange im Extruder verbleibt oder wenn die Kühlung nicht richtig eingestellt ist und der Kunststoff zu früh zu schmelzen beginnt. Um die Verstopfung im Extruder zu beseitigen, muss er möglicherweise zerlegt werden. Wenden Sie sich daher an den Hersteller Ihres Druckers, bevor Sie fortfahren.
Eine weitere Möglichkeit ist, das Filament zu entladen. Vergewissern Sie sich, dass der Extruder auf die richtige Temperatur aufgeheizt ist. Nun müssen Sie das Filament manuell entfernen, dies ist mit ein wenig Kraftaufwand verbunden, sollte aber trotzdem vorsichtig ablaufen. Sobald das Filament herausgezogen ist, verwenden Sie eine Schere, um den geschmolzenen oder beschädigten Teil des Filaments abzuschneiden. Legen Sie dann das Filament erneut ein und prüfen Sie, ob Sie mit dem neuen, unbeschädigten Abschnitt des Filaments extrudieren können.
Ein weiterer Trick der häufig genannt wird, ist eine E-Seite für Gitarren zu nehmen und diese durch den Extruder zu schieben, um Verschmutzungen zu entfernen.
Der Extruder wurde vor Beginn des Druckvorgangs nicht aufgewärmt
Die meisten Extruder haben die schlechte Angewohnheit, Kunststoff auslaufen zu lassen, wenn sie bei hoher Temperatur im Leerlauf sind. Der heiße Kunststoff in der Düse neigt dazu, aus der Düsenspitze herauszusickern, wodurch ein Hohlraum in der Düse entsteht, aus dem der Kunststoff ausgelaufen ist. Dieses Auslaufen kann zu Beginn des Drucks auftreten, wenn Sie den Extruder vorheizen, und auch am Ende des Drucks, wenn der Extruder langsam abkühlt. Wenn Ihr Extruder aufgrund des Auslaufens etwas Kunststoff verloren hat, wird es beim nächsten Versuch, zu extrudieren, wahrscheinlich einige Sekunden dauern, bis wieder Kunststoff aus der Düse austritt. Um dieses Problem zu lösen, stellen Sie sicher, dass Sie Ihren Extruder direkt vor dem Druckvorgang vorbereiten, damit die Düse mit Kunststoff gefüllt und bereit zum Extrudieren ist.
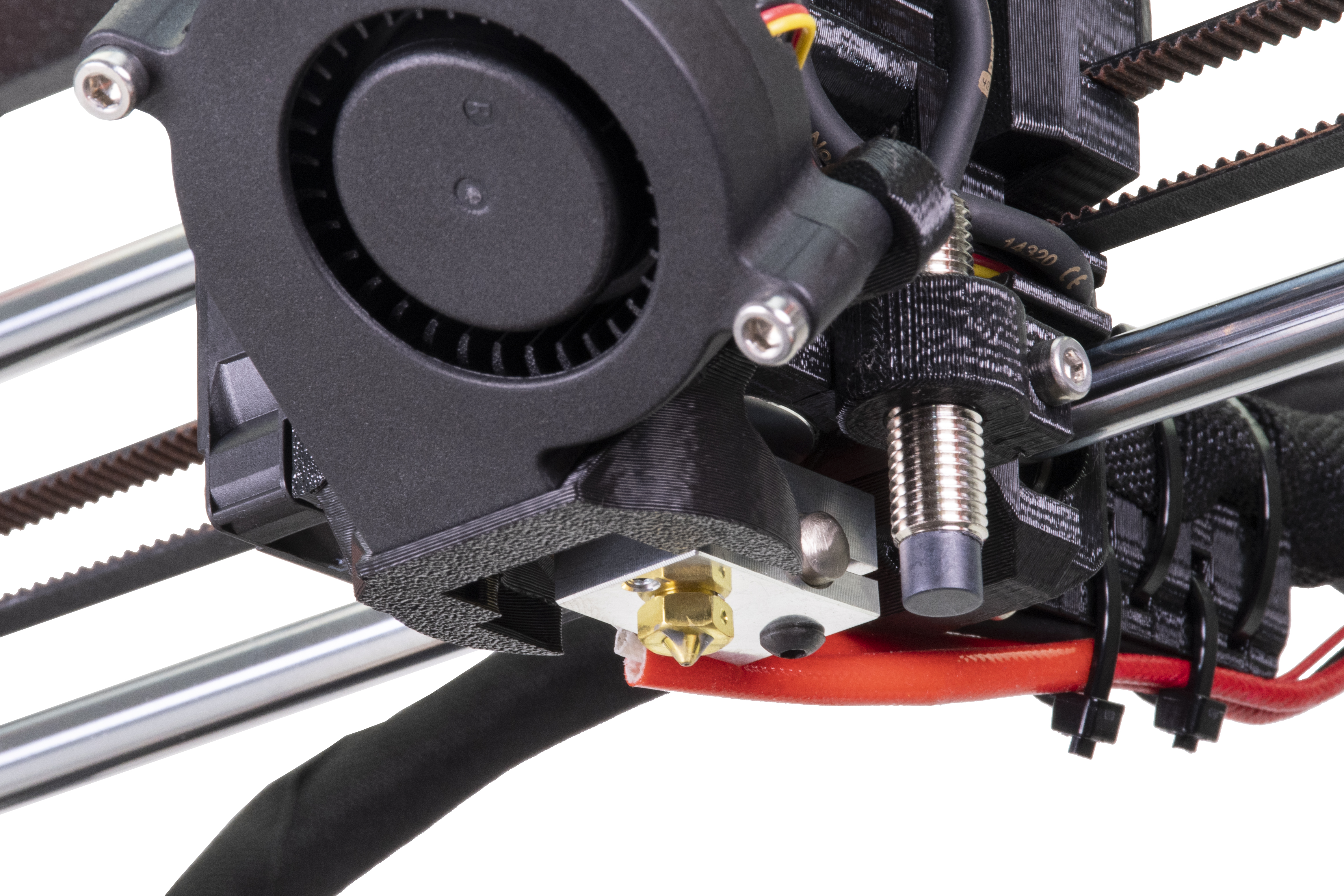
8.5 Fehlerquelle ÜberhitzungUnzureichende Kühlung
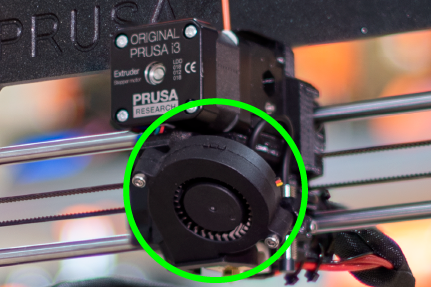
Die häufigste Ursache für Überhitzung ist, dass der Kunststoff direkt nach dem Extrudieren nicht schnell genug abgekühlt wird. In diesem Fall kann der heiße Kunststoff bei langsamer Abkühlung seine Form verändern. Bei vielen Kunststoffen ist es viel besser, die Schichten schnell abzukühlen, um zu verhindern, dass sie nach dem Druck ihre Form verändern. Wenn Ihr Drucker über ein Kühlgebläse verfügt, versuchen Sie, die Leistung des Gebläses in der Slicer-Software zu erhöhen, damit der Kunststoff schneller abgekühlt wird. Diese zusätzliche Kühlung trägt dazu bei, dass der Kunststoff seine Form beibehält. Wenn Ihr Drucker nicht über ein integriertes Gebläse verfügt, können Sie versuchen, einen Zusatzlüfter zu installieren oder einen kleinen Handventilator zu verwenden, um die Schichten schneller abzukühlen.
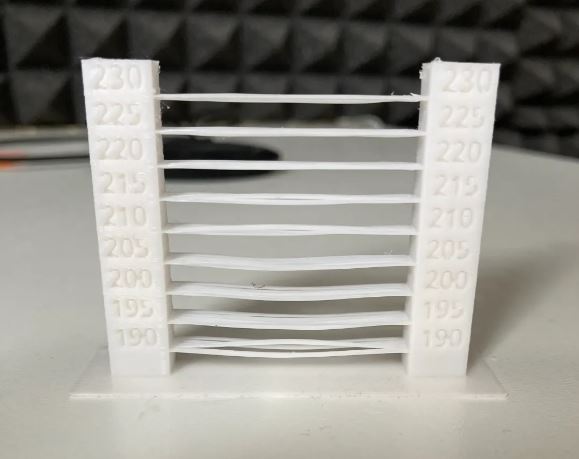
Drucken bei zu hoher Temperatur
Wenn Sie bereits ein Kühlgebläse verwenden und dieses Problem immer noch auftritt, sollten Sie versuchen, mit einer niedrigeren Temperatur zu drucken. Wenn der Kunststoff bei einer niedrigeren Temperatur extrudiert wird, kann er sich schneller verfestigen und seine Form beibehalten. Versuchen Sie, die Drucktemperatur um 5-10 Grad in der Slicer-Software zu senken, um zu sehen, ob dies hilft. Achten Sie darauf, die Temperatur nicht zu weit zu senken, da der Kunststoff sonst möglicherweise nicht heiß genug ist, um durch die kleine Öffnung in Ihrer Düse zu extrudieren.
Zu schnelles Drucken
Wenn Sie jede Schicht sehr schnell drucken, haben Sie möglicherweise nicht genug Zeit, um die vorherige Schicht richtig abkühlen zu lassen, bevor Sie versuchen, die nächste Schicht aus heißem Kunststoff aufzutragen. Dies ist besonders wichtig bei sehr kleinen Teilen, bei denen jede Schicht nur wenige Sekunden zum Drucken benötigt. Selbst mit einem Kühlgebläse müssen Sie bei diesen kleinen Schichten möglicherweise die Druckgeschwindigkeit verringern, um sicherzustellen, dass Sie der Schicht genügend Zeit zum Verfestigen geben.
-