4.1 Filamente für das 3D-Drucken
Begriffserklärung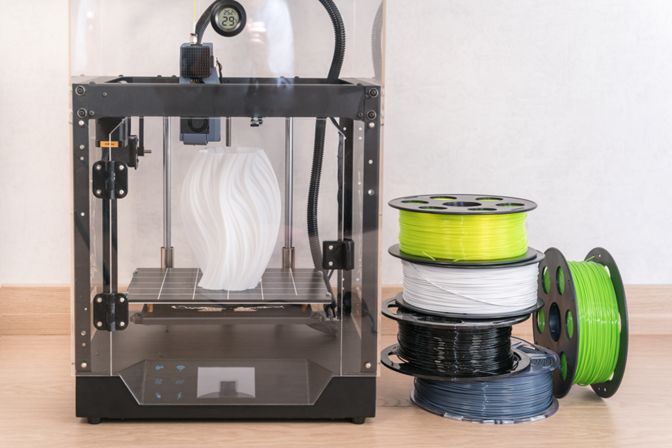
Der Begriff Filament leitet sich vom lateinischen Wort „filamentum“ ab und bedeutet so viel wie Faser oder Faden. Im Falle des 3D-Drucks bezieht sich der Begriff auf den Kunststoffdraht, der auf Rollen in den Stärken 1,75, 2,85 und 3 mm geliefert wird (s. Bild). Die Wahl der Stärke hängt vom eingesetzten Drucker ab. Für kleine bis mittlere Drucker wird fast ausschließlich die Stärke 1,75 mm verwendet, größere und schnellere Drucker arbeiten hingegen oftmals mit der Stärke 3 mm.
Abbildung: 3D-Drucker mit verschiedenen Filamentrollen
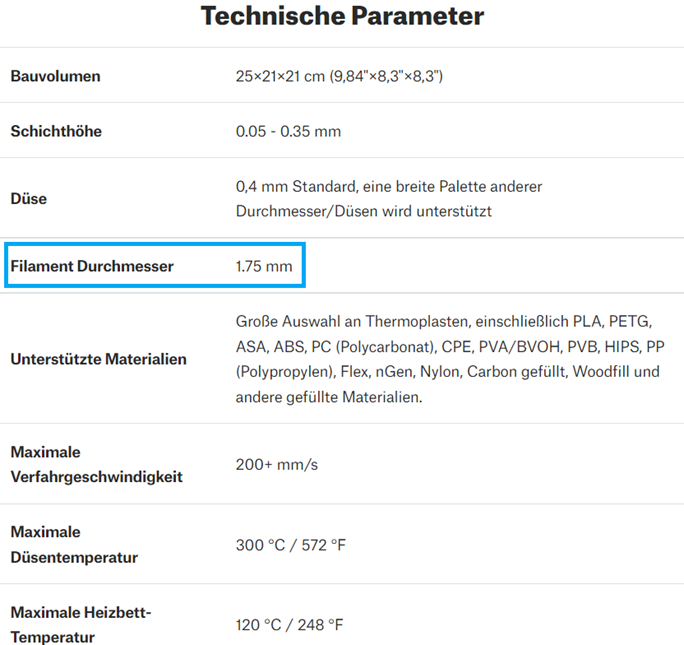
Bei dem Kauf von Filamenten ist es wichtig, die zur Düse passende Stärke auszuwählen. Im privaten sowie schulischen Bereich ist das Filament in der Stärke 1,75 mm am meisten verbreitet und wird von den meisten Druckern in diesem Bereich verwendet. Prüfen Sie jedoch auf jeden Fall vor dem Kauf die entsprechenden Herstellerangaben. Der Prusa i3 MK3 beispielsweise unterstützt die Stärke 1,75 mm.
Bildquelle: (c) Prusa Research - prusa3d.com
Des Weiteren ist es wichtig, auf die Qualität des Filaments zu achten - insbesondere was die Toleranzen im Durchmesser betrifft. Ist die Abweichung der Kreisform zu stark, kann dies dazu führen, dass sich das Filament im PTFE-Rohr verklemmt. Das PTFE-Rohr ist ein hitzebeständiger Schlauch aus Polytetrafluorethylen (Handelsname: Teflon), der im Hotend sitzt und durch welchen das Filament geführt wird.
Es gibt zudem viele verschiedene Materialien, welche zum 3D-Druck verwendet werden können. Im Folgenden werden die wichtigsten Filamente erklärt. Für den Einstieg wird das Filament PLA empfohlen, welches als erstes vorgestellt wird.
Abbildung: PLA-Filament in verschiedenen Farben
PLA

PLA (Polylactide Acid) basiert auf natürlichen Rohstoffen (Milchsäure) und ist somit Biokunststoff. PLA kann sogar als biologisch abbaubar gelten, wenn keine Copolymere hinzugefügt werden.
Folgende Eigenschaften weist PLA auf:
- Ermöglicht ein unkompliziertes Drucken und ist somit gut für den privaten und schulischen Bereich geeignet.
- Geruchsneutral
- Schnelles Abkühlen
- Drucktemperatur: 180 bis 230°C
- Druckbett: ggf. 60°C (nicht zwingend erforderlich)
- Umweltfreundlich
- Preisgünstig
- Große Auswahl an Farben und Ausführungen
- Kompatibilität mit nahezu allen handelsüblichen Druckern
Dieses Filament hat jedoch auch einige Nachteile, weshalb es neben PLA noch andere Filamente gibt. Die Nachteile von PLA sind:
- Geringe Stabilität, kann unter Druck brechen oder splittern
- Nur bis ca. 60°C temperaturbeständig
- Schlechte Wetterbeständigkeit (nicht UV-beständig)
PLA gibt es außerdem noch mit verschiedenen Zusätzen (Compounds), um bestimmte Materialeffekte zu bewirken. Beispielsweise kann so eine Metall- oder Holzoptik erreicht werden.
ABS
ABS (Acrylnitril-Butadien-Styrol-Copolymer) gilt als das am weitesten verbreitete Material für den 3D-Druck. Es ist ein leichtes Filament, welches bruchfester sowie flexibler als PLA ist. Für ABS ist zwingend ein beheiztes Druckbett sowie eine Einhausung erforderlich, da ABS sehr empfindlich gegen Temperaturschwankungen ist und somit beim Abkühlen „Warping“ entsteht.
Folgende Eigenschaften weist ABS auf:
- Hohe Bruchfestigkeit und Belastbarkeit
- Gut zur Nachbearbeitung geeignet
- Verzugsarm (bleibt gut in der gewünschten Form)
- Hitzebeständig bis ca. 85°C
- Harte Oberfläche (dadurch kratz- und schlagfest)
Die Nachteile von ABS sind:
- Warping möglich
- Beheiztes Druckbett erforderlich
- Emissionen durch Feinstaub oder organische Verbindungen
- Einhausung erforderlich
- Nicht für den Schulbetrieb geeignet wegen starkem Durchlüftungsbedarf
Von ABS gibt es zudem eine Pro-Variante, welche wesentlich verzugsärmer ist und somit auch für größere Modelle geeignet ist.
ASA
Des Weiteren gibt es noch ASA (Acrylester-Styrol-Acrylnitril), welches im Prinzip der Nachfolger von ABS ist. ASA weist im Vergleich zu ABS noch folgende Vorteile auf:
- Beständig gegen UV-Licht
- Hitzebeständiger
- Resistent gegen Chemikalien
- Unlöslich im Wasser
- Höhere Drucktemperatur (zwischen 235 und 270°C)
PETG
PETG ist neben PLA und ABS ebenso ein beliebtes Filament, da dieses Material auch mit einer hohen Transparenz erhältlich ist. Es hat zudem nahezu kein Warping-Risiko, was es ebenso sehr einsteigerfreundlich macht. PETG hat in den meisten Fällen ein glänzendes Oberflächenfinish. Auch bei diesem Filament ist ein beheiztes Druckbett erforderlich. Dies sind die Eigenschaften von PETG:
- Hohe UV-Beständigkeit
- Witterungsbeständig
- Resistent gegen Chemikalien
- Hitzebeständig bis ca. 70°C
- Schwer entflammbar
- Lebensmittelverträglich und somit für Küchenutensilien wie beispielsweise Trinkbecher oder Geschirr geeignet
Die Nachteile von PETG sind:
- Neigt zum Stringing/Oozing
- Höherpreisig
- Kratzempfindlich
- Hygroskopisch (wasseranziehend)
Abbildung: Druckobjekt aus PETG mit einer glänzenden Oberfläche
Bildquelle: (c) Prusa Research - prusa3d.com
Dies sind soweit die wichtigsten und meist verwendeten Filamente. Es gibt natürlich noch zahlreiche weitere Filamente. Einige werden im Folgenden kurz beschrieben. Für weitere Informationen werden weiterführende Links zur Verfügung gestellt.
TPU und TPC
Bei TPU (thermoplastisches Polyurethan) und TPC (thermoplastisches Copolyester) handelt es um gummiartige Filamente, welche für den Druck von flexiblen Modellen geeignet sind. Hierbei ist TPU semiflexibel und TPC vollflexibel.
https://help.prusa3d.com/de/article/flexible-materialien_2057
PVA und BVOH
PVA und BVOH (Polyvinylalkohol) können in Kombination mit anderen Filamenten verwendet werden und eignen sich hierbei optimal für Stützen, welche nach dem Druck nicht mehr benötigt werden und aufgelöst werden (hier gibt es weitere Informationen zum Thema „Stützen“). Zum Beispiel können so leicht Objekte gedruckt werden, welche eine komplexe Geometrie aufweisen oder viele Hohlräume besitzen. PVA und BVOH sind wasserlöslich, so dass das Material unkompliziert vom eigentlichen Druckobjekt getrennt werden kann und anschließend beispielsweise nur die Hohlräume übrigbleiben. Für dieses Druckvorhaben ist jedoch ein Drucker mit mehreren Düsen (mindestens zwei) erforderlich.
https://help.prusa3d.com/de/article/wasserloslich-bvoh-pva_167012
PP
Bei PP (Polypropylen) handelt es sich um ein Filament, welches noch temperaturbeständiger als ABS und PLA ist. Außerdem ist es chemisch beständig und flexibel, was es sehr langlebig macht. Es können jedoch Probleme bei der Haftung auf der Druckoberfläche entstehen.
https://help.prusa3d.com/de/article/polypropylen-pp_167126
Harze (Photopolymere)
Bei Harzen handelt es sich um flüssige UV-Licht-empfindliche Druckmaterialien, welche für das SLA-Druckverfahren verwendet werden. Das UV-Licht härtet hierbei die Flüssigkeit aus und verfestigt diese. Harze sind in der Regel teurer als andere Filamente und können in Ihrer Eigenschaft durch die Zugabe von verschiedensten Additiven und Farbstoffen beeinflusst werden.
Hinweis: Es handelt sich hierbei um ein anderes Druckverfahren (SLA). Um mit Harzen drucken zu können, wird ein entsprechender SLA-Drucker benötigt. Beachten Sie hierbei, dass ein SLA-Drucker nicht kompatibel mit den zuvor erklärten Filamenten ist.
https://help.prusa3d.com/de/article/harze_1977
Tabellenübersicht
Eine tabellarische Übersicht der Filamente mit den jeweiligen Eigenschaften finden Sie unter folgendem Link:
https://help.prusa3d.com/de/materials
Lagerung von Filamenten
Es ist wichtig, dass alle 3D-Druckmaterialien korrekt gelagert werden, wenn diese aktuell nicht verwendet werden. Der Grund hierfür ist, dass das Filament schnell Feuchtigkeit ziehen kann, wenn dieses nicht richtig gelagert wird. Oft ist dies von außen zwar nicht sichtbar, jedoch werden die Materialien spröde, was im schlimmsten Fall dazu führen kann, dass der gesamte Durchmesser des Filaments beeinflusst wird (s. oben „Begriffserklärung“ zu Erläuterung des Problems).
Beim 3D-Druck können einige Probleme auftreten, wenn das Filament zu feucht ist. Dazu zählen beispielsweise
- Geringere Oberflächenhaftung
- Ein zischendes Dampfen
- Die Entwicklung von Bläschen
- Ungewöhnlich starke Faden- und Klumpenbildung
- Behinderung des Filemantflusses (Filament wird nur in kleinen Schritten extrudiert)
- Verstopfung der Düse
In besonders extremen Fällen kann es sogar zu einer Farbveränderung des PLA-Filaments durch die Flüssigkeit kommen. Es sollte somit beim Kauf von Filamenten darauf geachtet werden, dass nicht übermäßig viele Rollen gekauft werden, sondern nur so viele, wie auch voraussichtlich in kurzer Zeit verbraucht werden können. In den meisten Fällen wird das Filament bereits gut verpackt geliefert, so dass man dieses erst einmal ohne weitere Maßnahmen bei Raumtemperatur (18 bis 25°C) in einem trockenen Raum lagern kann. Falls das Filament jedoch länger gelagert werden muss und/oder schon angebrochen ist, gibt es hierfür besondere Aufbewahrungsmöglichkeiten. Zum einen lassen sich handelsübliche Vakuumbeutel verwenden. Hierbei handelt es sich um Plastikbeutel, in welche die Filamentrolle verpackt wird und anschließend mit Hilfe einer Pumpe die Luft herausgesaugt wird. Zum anderen gibt es spezielle Aufbewahrungsboxen, welche das Filament trocken halten. Diese sind ebenso im Handel erhältlich, kosten jedoch in der Regel wesentlich mehr als die Vakuumbeutel. Des Weiteren kann man dem gelagerten Filament einen Feuchtigkeitsindikator in Form von Silica Gel beilegen. Dieses ändert bei Feuchtigkeit die Farbe von gelb-orange (trocken) über grün (feucht) bis hin zu blau (nass). Sollte ein Filament tatsächlich zu viel Feuchtigkeit gezogen haben oder sogar nass geworden sein, kann man versuchen, dieses zu trocknen. Hierfür gibt es im Handel spezielle Filamenttrockner. Hierbei handelt es sich um Boxen, in welche man die feuchte Filamentrolle legt und dann nach und nach die Feuchtigkeit entzogen wird. Die Trockner sind in verschiedenen Größen und Preisbereichen erhältlich. Eine weitere Möglichkeit zum Trocknen ist die Verwendung eines normalen Backofens. Zu beachten ist hierbei, dass je nach Art des Filaments andere Temperaturen eingestellt werden müssen:
Wichtig hierbei ist, dass der Ofen auf die jeweilige Temperatur vorgeheizt wird. Das Filament sollte anschließend für 4-6 Stunden im Ofen liegen, um zu trocknen. Bei stärkerer Nässe kann das Filament auch länger im Ofen verweilen.